一、前言 ".%LBs~�$�
快速成型技術(shù)是20世紀(jì)80年代后期發(fā)展起來的一項(xiàng)高新技術(shù)[1]。它不僅在制造原理上與傳統(tǒng)方法全然不同,更重要的是在目前制造策略以市場響應(yīng)速度為第一的方針狀況下,可以縮短市場開發(fā)周期,降低開發(fā)成本,提高企業(yè)的競爭力。 k�PH^X�}O$
快速成型技術(shù)具有以下優(yōu)點(diǎn):(1)技術(shù)集成度高,整個(gè)生產(chǎn)過程數(shù)字化;(2)制造成本與產(chǎn)品的復(fù)雜程度無關(guān);(3)產(chǎn)品的單價(jià)幾乎與批量無關(guān);(4)綠色的加工技術(shù)。以累加思想實(shí)現(xiàn)零件制作的快速成型技術(shù)是制造技術(shù)領(lǐng)域的一項(xiàng)重大突破,其理論、工藝的完善以及精度的提高等,對快速成型技術(shù)的普及和應(yīng)用有著極其重要的影響。 =!^��iiH�F
成型加工過程中,必須保證一定的制作精度和表面質(zhì)量,影響制件精度的因素是多方面的[2]。對成型加工精度的影響因素及改進(jìn)措施的研究,對快速成型技術(shù)的發(fā)展和普及應(yīng)用具有重要的意義[3,4]。本文試驗(yàn)所采用的快速成型設(shè)備是AFS快速成型機(jī)。 /wE��_eK.�
二、數(shù)據(jù)處理誤差 s%�oAsQ_y
2.1格式轉(zhuǎn)換誤差 \�z9?rv�T:
CAD模型的STL格式轉(zhuǎn)換即是用三角形面片逼近實(shí)際模型表面,轉(zhuǎn)換為所謂的事實(shí)上的標(biāo)準(zhǔn)文件格式。STL文件的精度等級(jí)不同,所產(chǎn)生的轉(zhuǎn)換誤差也不同。STL文件的精度是指用STL格式擬合最大允許誤差。實(shí)際上,如果原幾何模型完全由直邊組成,則STL格式擬合絕對準(zhǔn)確,沒有任何誤差;否則,存在擬合誤差。例如同一個(gè)圓分別使用4個(gè)及6個(gè)三角形的STL格式表示,如圖1所示。 �h'�~-�K`
y��V/� J�(
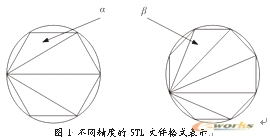
由此可見,精度要求越高,三角形面片的數(shù)目越多,它所表示的模型與實(shí)際模型就越逼近,但與此同時(shí),STL文件數(shù)據(jù)量也將劇增,加大了后續(xù)數(shù)據(jù)處理的運(yùn)算量。另外,三角形面片也會(huì)隨精度提高而變小,在模型的細(xì)節(jié)部位會(huì)出現(xiàn)大量極為細(xì)小的三角形面片,增大數(shù)據(jù)處理的難度。而且在數(shù)據(jù)處理過程中常常產(chǎn)生致命的錯(cuò)誤。因此,較好的方法是根據(jù)工藝條件和制件的精度要求選擇適當(dāng)?shù)腟TL格式精度。 �fWyD���WU
2.1 分層切片誤差 j�9}0jC2Tb
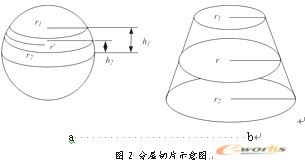
將CAD模型進(jìn)行STL轉(zhuǎn)換后,接著便要對其進(jìn)行分層處理。分層是用一簇平行平面沿某一設(shè)定方向與STL模型求截交線得到輪廓信息。以半徑為 的球體為例,如圖2a所示,從中截出特定的一段,設(shè)其STL格式為圖2b所示,這時(shí)其頂面和底面是距球心高度分別為 、 的兩個(gè)圓,設(shè)其半徑分別 、 。 u�;Eu<jU1�
nZCpT
|M5�

三、設(shè)備誤差 R�RqMwy�>%
3.1 托板 方向運(yùn)動(dòng)誤差 K
酒泉市|
七台河市|
南川市|
高邑县|
新沂市|
江山市|
化州市|
昌吉市|
吴桥县|
荥阳市|
湘乡市|
武定县|
武平县|
牟定县|
定西市|
山东省|
崇礼县|
阳高县|
海南省|
开封县|
德惠市|
龙川县|
嘉兴市|
肥西县|
海淀区|
湖南省|
溧阳市|
金塔县|
崇阳县|
建水县|
平度市|
桂东县|
交城县|
沁阳市|
巨野县|
贵阳市|
周口市|
牙克石市|
颍上县|
逊克县|
康马县|


至其他版塊")