筆者所在的中國空空導(dǎo)彈研究院一車間承制的某設(shè)備上所用的一種凸輪,自20世紀(jì)90年代以來一直采用靠模法加工。由最初經(jīng)過多次試制和手工修銼并裝機(jī)試驗,得到一個相對理想的模型,以后加工就采用按圖樣留一定余量先粗加工,然后有操作工人按模型進(jìn)行靠模加工和修銼,最后把凸輪表面打磨光滑。這樣存在的問題就是加工難度高,對操作工人技術(shù)水平要求高,并且加工周期長,精度低,廢品率高。隨著數(shù)控機(jī)床和線切割設(shè)備的普及,采用線切割或數(shù)控加工的必要性和優(yōu)勢就越來越大。
一、凸輪原始圖樣要求和加工方法改進(jìn)分析
1. 凸輪的原始圖樣資料和技術(shù)要求
凸輪的原始圖樣資料如圖1示,圖樣要求是:355°~185°為R55的圓弧,185°~235°為過渡段,235°~305°為半徑為R37的圓弧,305°~355°為過渡段。其中過渡段為5°均分,各特征點(diǎn)間通過樣條曲線連接。
�'mv|�6Y�
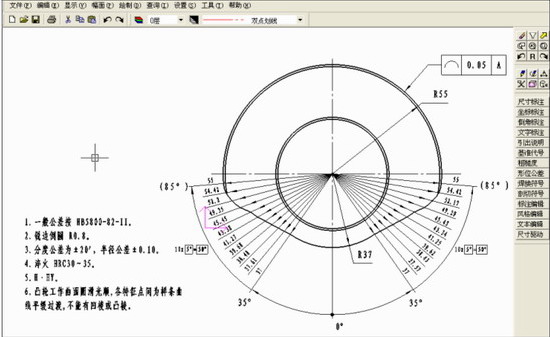
圖1 凸輪原始圖樣
2. 線切割加工試制和問題分析
我們的線切割機(jī)床所用的軟件為CAXA的電子圖板,按圖樣要求做出圖形,其中過渡段為先做出特征點(diǎn),然后通過各特征點(diǎn)做樣條與兩段圓弧相連,這樣鉬絲的軌跡曲線就形成了。隨后上毛胚試制,加工后發(fā)現(xiàn)凸輪輪廓表面有棱,不順滑。分析其原因為:首先原始凸輪過渡曲線特征點(diǎn)數(shù)值不合適,因原圖樣描繪時間較早,為手工繪制的樣條曲線,造成曲線上特征點(diǎn)取值誤差大;其次就是圓弧與樣條曲線為直接相連,無法保證相切,故接縫處凸棱和凹棱較明顯。另外,線切割加工的不足是無法滿足表面粗糙度和加工效率的協(xié)調(diào)。
3. 數(shù)控銑床加工凸輪的分析
若采用配備了數(shù)控分度頭的數(shù)控銑床代替原來的靠模加工方法和線切割,不僅大大提高加工效率,降低了對操作工人的技術(shù)水平要求,并且可以提高加工精度和保證表面光滑度要求。
但因為凸輪的數(shù)控加工程序一般采用手工編制,其缺點(diǎn)是數(shù)控銑床軟件編譯采用直線插補(bǔ),特征點(diǎn)間為直線連接,因手工編程方式的局限性,無法得到足夠的坐標(biāo)點(diǎn),這樣就導(dǎo)致加工后的凸輪輪廓有一定偏差,導(dǎo)致凸輪表面出現(xiàn)接棱。原圖樣是按5°為間隔進(jìn)行分度,間隔較大,數(shù)據(jù)不能直接使用,若編程員對凸輪輪廓進(jìn)行手工插值細(xì)化,則編程復(fù)雜,工作量太大,且數(shù)據(jù)校對困難,易出錯。若能通過軟件獲得數(shù)控銑床可識別的文件,則將大大簡化編程過程。
u3cg&l�EgT
二、運(yùn)用Pro/ENGINEER野火2.0
針對傳統(tǒng)的線切割與數(shù)控銑床加工方法的綜合對比,以及對線切割試制樣品的分析,決定充分利用Pro/ENGINEER野火2.0和Excel軟件完成凸輪數(shù)據(jù)完善、軟件模擬和自動生成數(shù)控銑床可以識別和使用的數(shù)據(jù)表。
1. 使用Pro/ENGINEER進(jìn)行原始數(shù)據(jù)分析和校正
根據(jù)線切割試制結(jié)果,我們初步斷定原始數(shù)據(jù)取值不合適。為了驗證此推論,我們決定按照凸輪圖樣在Pro/ENGINEER野火2.0版中進(jìn)行三維仿真。
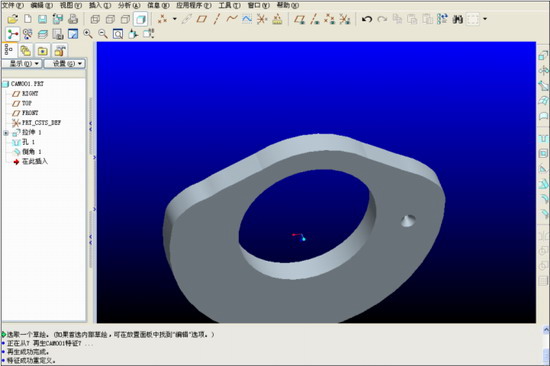
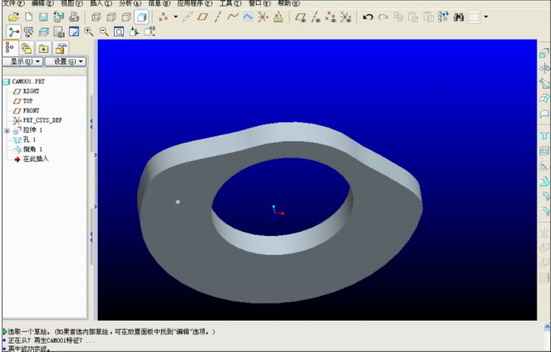
進(jìn)入軟件后點(diǎn)擊文件、新建,選新建零件,在名稱中輸入CAM001后進(jìn)入繪圖模式,然后點(diǎn)拉伸特征并進(jìn)入草繪環(huán)境。在草繪環(huán)境下,按設(shè)計圖樣進(jìn)行繪圖,先作出內(nèi)孔φ55以及R55和R37大小兩個圓弧,接著按圖給出過渡段5°一個特征點(diǎn)共18個。然后通過大小圓弧的端點(diǎn)和特征點(diǎn)作出兩段樣條曲線,這樣拉伸用草圖就生成了,如圖2所示。點(diǎn)擊確定后進(jìn)行實(shí)體拉伸,輸入拉伸厚度尺寸10得到三維模型如圖3示。 M"-53|#:w\
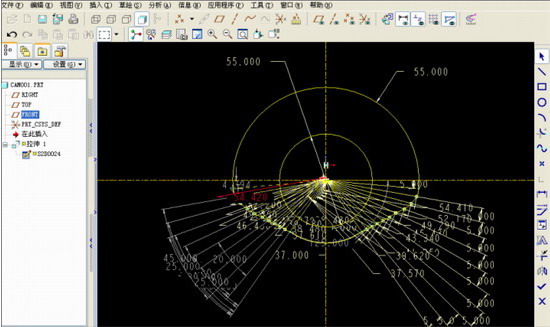
圖2 凸輪草繪圖 "<�L9-�vb�
 �Y��3V�2}�
�Y��3V�2}�
圖3 原始的凸輪三維圖
從圖3中可以明顯看出凸輪表面凹凸明顯,不順滑,尤其是過度段與圓弧相接處明顯有棱邊,與采用線切割加工出的凸輪輪廓十分接近。
根據(jù)仿真效果和凸輪的工作時序要求,現(xiàn)決定用Pro/ENGINEER軟件在保證大小圓弧段的時序前提下進(jìn)行數(shù)值微調(diào),使凸輪曲面更滑順。把明顯的凹凸部位數(shù)值進(jìn)行調(diào)整,并增加樣條曲線和圓弧連接點(diǎn)為相切關(guān)系,修改后的圖樣和三維模型如圖4、圖5示。 �wd,6/5=lh
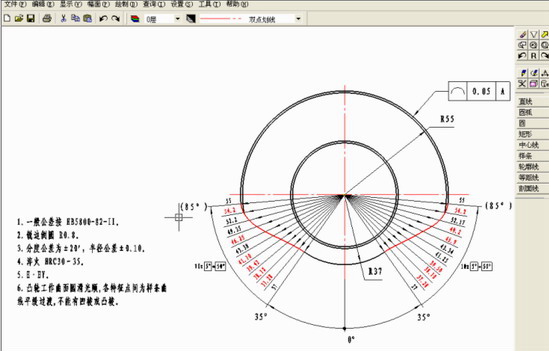
圖4 修改特征點(diǎn)后的圖樣 1J��S�5 LS
|+-b�#S�a9
圖5 數(shù)據(jù)修正后的凸輪三維圖
從圖5可以明顯看出,修正后凸輪三維效果已經(jīng)非常接近理想值,表面比較光順,接下來就是如何把數(shù)據(jù)轉(zhuǎn)成數(shù)控銑床可識別的文本坐標(biāo)格式,并進(jìn)行校正了。


至其他版塊")